La finition des vis

Les vis sont des éléments d’assemblage qui permettent le montage et le démontage de composants mécaniques.
LA FINITION DES VIS, PRÉAMBULE
LES VIS SONT DES ÉLÉMENTS D’ASSEMBLAGE QUI PERMETTENT LE MONTAGE ET LE DÉMONTAGE DE COMPOSANTS MÉCANIQUES. ELLES SONT GÉNÉRALEMENT EN ACIER MAIS ILS EN EXISTENT ÉGALEMENT EN OR, EN PLATINE OU ENCORE EN TITANE.
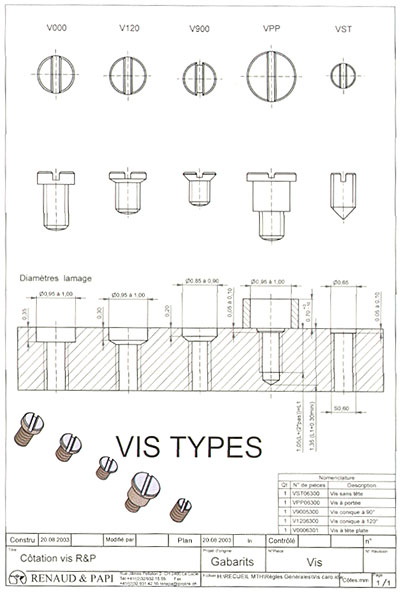
Il existe de nombreuses sortes de vis : à tête cylindrique, à portée, à tête conique; vis de tirette, d’emboîtage, de cadran, de balancier, etc.
Elles ont toutes des fonctions bien spécifiques.
Trois groupes sont couramment utilisés:
- Les vis à tête cylindrique sont employées, par exemple, pour fixer les ponts sur la platine
- Les vis à tête conique conviennent particulièrement aux pièces minces qui ne permettent pas les lamages (fraisages) cylindriques. De plus, le positionnement s’en trouve facilité.
- Les vis à portée sont requises pour maintenir une liberté de jeu, après serrage. Ces vis servent d’arbre de pivotement à certaines roues ou leviers.
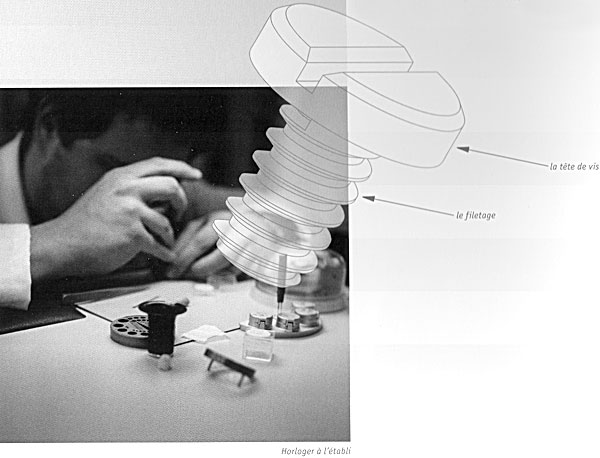
À PROPOS DES TÊTES
Les têtes de vis participent à l’esthétique globale d’un mouvement de manière considérable dans la mesure où est dénombrée une centaine de vis par mouvement.
Elles peuvent prendre des formes variables déterminées par les fonctions mais, au plan esthétique, les plus parlantes sont les têtes plates et les têtes bombées.
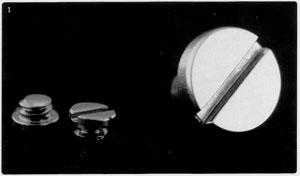
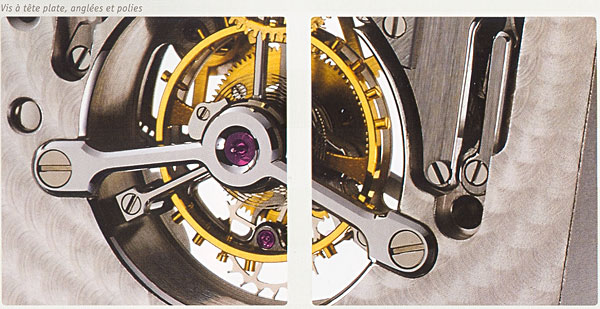
Les vis à tête plate (1,2)
Couramment utilisées dans le haut de gamme, elles ont un excellent rendu esthétique, à condition que le polissage, voire le poli noir, soit exécuté avec le plus grand soin. Elles sont d’autant plus belles qu’elles sont anglées sur le pourtour et en bordure des fentes.
Les vis à tête bombée.
Plus facile à polir, la tête de vis légèrement bombée a tout de même une belle apparence. L’anglage des fentes est maintenu mais il n’est pas question de faire un chanfrein circulaire extérieur. L’utilisation de ce type de vis est marginale dans le haut de gamme.
Anglage des fentes
Pour les têtes bombées comme pour les têtes plates, les fentes doivent être suffisamment profondes pour limiter les risques de ripage du tournevis. Le cas échéant, il sera difficile d’éviter la formation d’une bavure au bord de la fente. Néanmoins, une bavure est moins visible sur un bord rabattu ou anglé.
L’anglage des fentes participe non seulement à l’esthétique initiale mais aussi à sa préservation.
À PROPOS DU FILETAGE
Toutes les montres suisses présentent des filetages normalisés.
Un filet est proprement usiné lorsque les outils offrent un excellent angle de coupe. S’il existe aujourd’hui des machines à décolleter très performantes pour produire des vis métriques à pas standard, à pas fin ou à pas spécial, d’autres méthodes de filetage sont toujours en vigueur.
Le tour (1)
La partie à fileter tourne pendant qu’un burin, monté sur un chariot, se déplace latéralement sur un arbre. C’est Le burin qui façonne le filet.
La filière (2)
La filière est une plaque en acier trempé, percée de trous filetés de différents diamètres. La tige de la vis est introduite dans le trou adéquat, en la tournant en force. La filière doit être très coupante et propre, débarrassée des moindres copeaux. Il est essentiel qu’elle «morde» dès le début pour obtenir un filet régulier.
La filière à rouler ou à galets
Dans ce cas, le filetage est formé par compression de la matière, sans formation de copeaux, grâce à des galets fixés sur les têtes d’un tour. Cette méthode d’usinage donne de bons résultats mécaniques, en particulier au niveau de la résistance de la vis. Elle est aussi économique et donc, recommandée pour la série. Elle ne peut en revanche être retenue pour le haut de gamme car elle forme automatiquement un arrondi au fond du filet. Certaines exigences, à l’instar d’un fond de filet ou d’un sommet de filet à arête vive, ne peuvent être satisfaites.
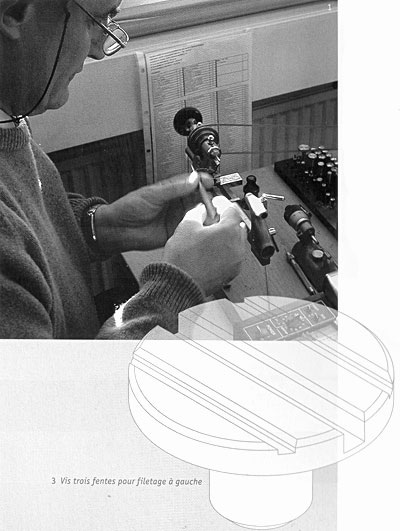
Cas particulier: le filetage à gauche (3)
Il existe des pas de vis à gauche. C’est le cas des vis qui tiennent les roues de couronne pour qu’elles ne se dévissent pas lors du remontage de la montre. Certains fabricants les différencient en creusant sur leurs tètes deux petites fentes, moins larges et moins profondes, parallèles à la fente principale.

A PROPOS DES BOUTS
De multiples variantes sont encore rencontrées, tant au niveau de la forme qu’au niveau des finitions. Toutefois, les vis les plus couramment utilisées en horlogerie présentent des bouts arrondis ou bombés, des bouts plats ou encore pointus.
Les vis à bout arrondi ou bombé (4)
Les bouts de vis ont un râle esthétique lorsqu’ils sont visibles. Ils le sont fréquemment car il est préférable que les trous passent outre une pièce pour des raisons mécaniques (facilité d’extraction des bavures ou d’une vis cassée). Le choix de bouts arrondis relève du style de la montre et du goût du constructeur. Dans l’horlogerie haut de gamme où aucun détail n’est négligé, le polissage s’impose. Les bouts de vis polis ajoutent des touches de brillance qui participent à la beauté d’ensemble du mouvement.
Les vis à bout plats (5)
Autre choix esthétique, les bouts plats affleurant à la surface d’une pièce demandent beaucoup de soin pour être dignes du haut de gamme. Ils peuvent être polis jusqu’au blocage et ainsi donner les reflets blancs, gris ou noirs typiques du poli noir. Les bouts plats sont également adoptés dans les trous borgnes mais pour une autre raison. Le filetage, plus long que celui obtenu sur des bouts pointus, permet un meilleur maintien des vis. Dans ce cas, les finitions invisibles se limitent à un léger polissage fonctionnel.
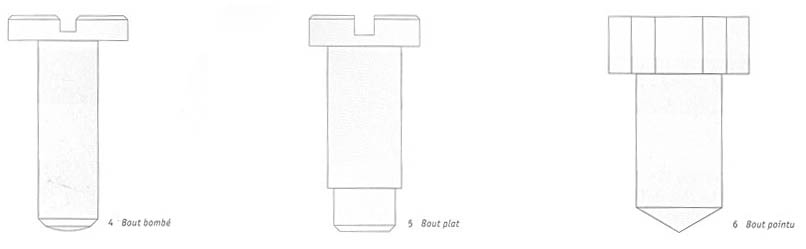
Les vis à bout pointu (6)
Ces vis ne sont justifiées dans le haut de gamme que si le rôle fonctionnel de la pointe est primordial (vis de cadran, vis de fixation, vis de réglage). L’avantage de la pointe est de rendre le centrage plus facile et, en conséquence, de permettre à la filière de «mordre» plus facilement. Le montage des pièces est alors facilité et le tournevis ne risque pratiquement pas de riper en rayant les têtes de vis ou les pièces à assembler.
LES VIS, LES MÉTHODES
LES MÉTHODES MODERNES DE FINITION DES VIS
LE POLISSAGE DES VIS
Au tonneau (mécano chimique)
Les vis sont placées en vrac, avec des corps d’ébavurage ou de polissage, dans des tambours et sont polies automatiquement par brassage. Cette méthode donne un résultat satisfaisant, un brillant uniforme sur toute la surface de la vis.
Cependant, le polissage de la tête et du bout de la vis peut toujours être repris à la main pour personnaliser la pièce.
Les vis sont trempées dans un électrolyte et soumises à l’action d’un courant électrique attaquant les aspérités. Le polissage résulte du nivellement des surfaces. Il peut être affiné en diminuant la tension du courant et en prolongeant l’opération. Le polissage régulier obtenu pourra aussi être perfectionné manuellement.
Par brossage
Les vis sont placées sur des plaques trouées et polies simultanément par une brosse enduite de pâte à polir. Vis et brosses sont animées de mouvements rotatifs étudiés en fonction du polissage désiré. Ce type de polissage est particulièrement adapté aux vis à tête bombée. La brillance est satisfaisante mais une retouche à la diamantine améliorera le résultat.
Par lapidaire
Comme précédemment, les vis sont positionnées sur des plaques, dans des trous adaptés au diamètre de leur tige, et polies simultanément. Mais dans ce cas, une meule ou des disques recouverts d’abrasifs sont utilisés, actionnés par un moteur. Un poli plat — pouvant aller jusqu’au poli noir — est ainsi obtenu. Les vis sont néanmoins toutes semblables, sans la personnalisation qu’engendre le fait main.
LES MÉTHODES ARTISANALES DE POLISSAGE
LE POLISSAGE DES TÊTES DE VIS
Aux brucelles
Pour adoucir et polir une vis à tête plate aux brucelles, une plaque de zinc ou de bois chargée de diamantine ainsi qu’une pince brucelles modifiée sont utilisées. Les bras de la pince sont évidés de manière à ce que la vis soit parfaitement tenue et la pression également répartie.

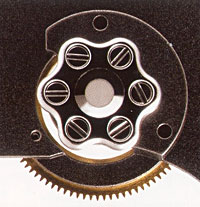
À l’aide d’un posage (2,3)
La vis est placée dans un trou ajusté à la dimension du filetage de manière à ce que la tête soit stable et parfaitement parallèle à la lime (ou à la pierre). L’outil est passé sur la tête (dans le sens de la fente) et, en général, un seul passage suffit à donner un bel aspect. Ensuite, le polissage est terminé à la diamantine.
Un posage à trois points, sur lequel est fixée une plaque taraudée peut également être utilisé, pour recevoir des vis de divers diamètres. Une fois la pièce vissée, La tête peut être polie jusqu’au poli noir en exerçant des mouvements circulaires sur une plaque de zinc chargée de diamantine.
A l’aide d’un tour (4)
La vis étant parfaitement immobilisée, l’adoucissage est commencé à la meule jusqu’à obtention d’une surface plate et sans rayure. La vis est ensuite nettoyée à l’essence, sans être sortie de la pince, puis le polissage est repris jusqu’au poli noir grâce à un disque en zinc et de la diamantine.
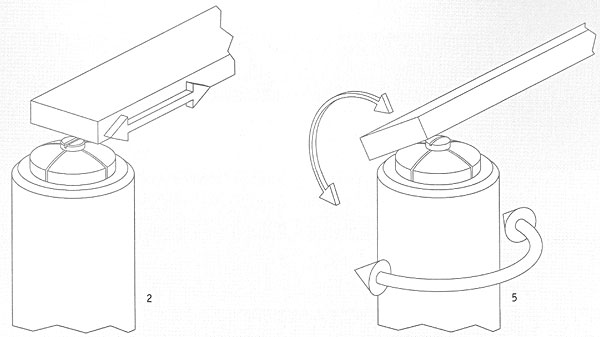
Cas particulier: les têtes bombées (5)
Une tête de vis bombée est plus facile à polir qu’une tête de vis plate. La forme est d’abord travaillée à la pierre Dégussit, puis polie grossièrement avant d’être terminée au brunissoir en employant une très faible quantité d’huile.
Pour obtenir un excellent résultat, il faut constamment vérifier l’état de la diamantine. Elle ne doit jamais être trop sèche au risque de rayer la surface de la pièce.
LES MÉTHODES ARTISANALES DE POLISSAGE
LE FENDAGE ET L’ANGLAGE DES TÊTES DE VIS
Si aujourd’hui, la plupart des vis métriques sont décolletées d’emblée avec fente et anglage, il existe toujours des procédés artisanaux.
Fendage de la tête de vis.
Un tour muni d’une fraise plate est généralement requis pour fendre une tête de vis. Il est également possible, pour un rhabillage par exemple, de réaliser une fente à la main, avec une lime appropriée. La vis est alors fermement tenue dans la lanterne d’un tour aux vis ou dans un mandrin. Pour centrer la fente, la lime est légèrement appuyée sur le bord de la tête pour quelques passages sans forcer. La lime est ensuite progressivement abaissée à travers la tête jusqu’à la profondeur requise.
Ce faisant, l’encoche doit être parallèle au dessous de la tête, avec une profondeur égale sur toute la longueur.
Au final, les bavures sont enlevées de chaque côté.
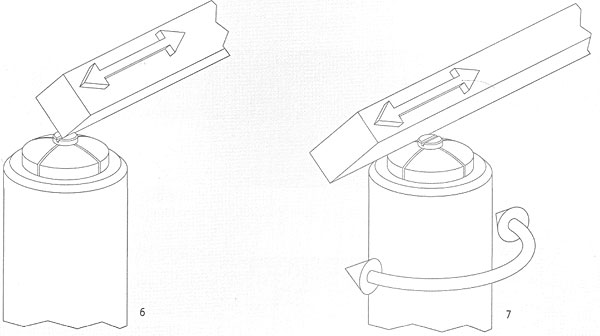
Anglage de La fente de la tête de vis (6)
A l’époque où les vis étaient fabriquées à la main, le chanfrein était exécuté à la lime (ou à la pierre).
Cette méthode consiste à fixer la vis dans un posage et à rabattre l’arête à la lime uniformément sur toute la Longueur.
Quelques passages suffisent pour former un angle convenable et quelques coups de brunissoir polissent le chanfrein. Pour une qualité supérieure, le polissage est repris avec de la diamantine avant d’être achevé au brunissoir (6).
Si l’angle a été formé dès l’usinage, il peut également être repris manuellement pour un polissage à la diamantine et au brunissoir.
Anglage du pourtour (7)
Réservé aux vis à tête plate, l’anglage du tour extérieur de la tète est réalisé automatiquement lors de l’usinage ou manuellement avec une lime ou une pierre Dégussit, la vis étant placée dans un tour.
Dans les deux cas, l’angle peut être poli à la diamantine puis au brunissoir pour accomplir un travail très soigné.
Les vis bleuies (8)
Pour des raisons essentiellement esthétiques, certaines manufactures utilisent des vis d’un bleu intense. La couleur est obtenue par une chauffe à plus de 290°. Le bleuissage est en outre un excellent traitement contre la corrosion.

Choisir un bon tournevis !
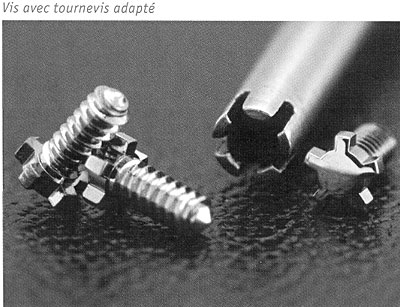
Quel que soit le type de vis employé, l’horloger ne peut fournir un travail de qualité qu’avec des tournevis bien aiguisés.
A visser et à dévisser chaque jour un bon nombre de vis, généralement serrées à fond, les mèches s’usent et risquent d’endommager les têtes.
Il est nécessaire de les retoucher régulièrement.
La mèche de tournevis doit être suffisamment large et épaisse pour que le dévissage soit aisé et sans risque.
Dévisser une vis très serrée avec une mèche trop étroite peut créer une bavure et le tournevis risque de casser. Si la mèche est trop fine, le tournevis atteint le fond de la fente et glisse latéralement.
Les tournevis en cuivre béryllium (matériau moins dur que l’acier) marquent moins les fentes de vis. Ils sont notamment recommandés pour tes vis bleuies, particulièrement délicates.
LE POLISSAGE DES FILETS DE VIS
Cette opération concerne les vis de fabrication artisanale.
Elles sont passées à la trempe et au revenu pour être solidifiées avant que les filets ne soient polis.
Lorsque la forme de sa tête le permet, la vis est maintenue dans un tour. Le coin du filet est nettoyé avec un burin bien affûté. Une cheville de bois façonnée et chargée de pâte à polir est ensuite appliquée avec une légère pression sur le filet, pendant que le tour est actionné dans le sens contraire du filetage. A chaque fois que le bois atteint l’extrémité du filet, l’opération est répétée jusqu’à obtention d’une finition satisfaisante.
Si la tête de vis ne permet pas l’utilisation d’un tour, toute la longueur du filet peut être enserrée entre deux morceaux de bois enduits de pâte à polir. Ils sont maintenus avec une bride en métal ou pressés avec suffisamment de force pour que le filet s’imprime. La vis est alors tournée avec un tournevis, dans un sens puis dans l’autre, pour éliminer les bavures et obtenir l’aspect poli.
LE POLISSAGE DES BOUTS DE VIS
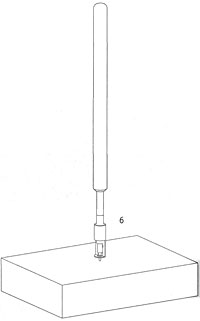
A la lanterne aux vis (6)
Pour polir l’extrémité du filet, la vis peut être maintenue dans une lanterne. On laisse dépasser le bout pour pouvoir l’arrondir et le polir sur du bois chargé de diamantine. Le polissage s’effectue en faisant tourner la lanterne entre les doigts. Une vis trop longue peut également être raccourcie avec une lanterne.
Au tour
Une pierre Dégussit est utilisée pour arrondir, la diamantine pour polir et un brunissoir pour obtenir la brillance finale.

VU LA QUANTITÉ CONSIDÉRABLE DE VIS QUE DÉNOMBRE UNE MONTRE, IL DEVIENT FACILE DE RÉALISER L’IMPORTANCE DU SOIN APPORTÉ À CES PIÈCES, AUSSI PETITES SOIENT-ELLES.
Textes de Caroline Sermier sur l’initiative de Giulio Papi
Février 2008